

„ķ”¼„ģ„Ć„Č²Ć¹©ÉŹ
ŗ£Ęü¤ĻŗĒ¶į¤ŖĢ䤤¹ē¤ļ¤»Äŗ¤Æ¤³¤Č¤¬Ā椤„ķ”¼„ģ„Ć„Č²Ć¹©¤ņ¤·¤æ
Ą½ÉŹ¤Ī¾Ņ²š¤ņ¤·¤Ž¤¹”£
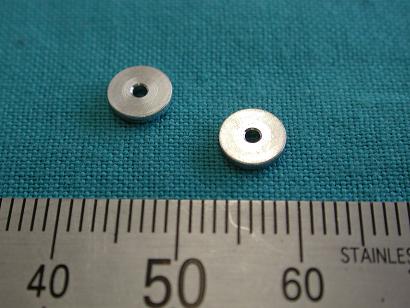
„¢„ė„ßA5056¤Īŗą¼Į¤ĖP0.5¤ĪŹæĢÜ„ķ”¼„ģ„Ć„Č²Ć¹©¤ņ¤·¤æĄ½ÉŹ¤Ē¤¹”£
ø«¤æĢܽŻė¤Č¤¤¤¦»ö¤ĒĄŚŗļ„ķ”¼„ģ„ƄȤĖ¤Ę²Ć¹©¤·¤Ž¤·¤æ”£

ĄŚŗļ„ķ”¼„ģ„ƄȤĻžĀ¤„ķ”¼„ģ„ƄȤ褟¤āåŗĪļ¤Ė²Ć¹©¤Ē¤¤Ž¤¹”£
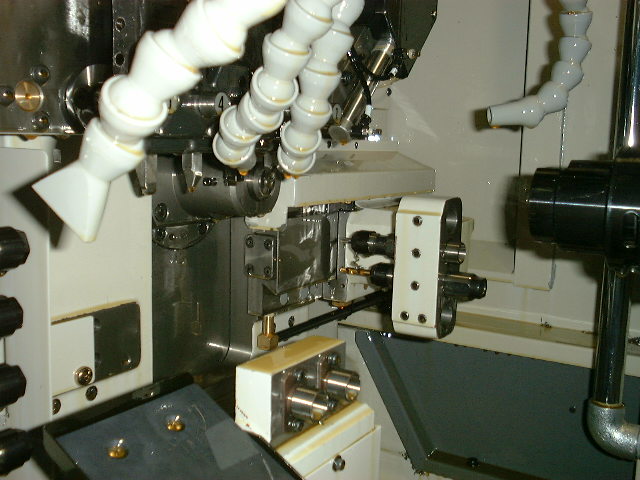
¤Ž¤æ”¢²¼·Ā¤ņµ¤¤Ė¤·¤Ź¤Æ¤Ę¤āŹæµ¤¤Ź¤Ī¤Ē³Ś¤Ė²Ć¹©¤Ē¤¤Ž¤¹”£
¤æ¤Ą¤·”¢ŗŻ¤Ž¤Ē²Ć¹©¤Ē¤¤Ź¤¤»ö¤äĆ¼ĢĢ¤«¤é¤Ē¤Ź¤¤¤Č²Ć¹©¤Ē¤¤Ź¤¤»ö¤Ź¤É
²Ć¹©Ą©øĀ¤¬Ķ¤ź¤Ž¤¹”£¤³¤Ī¤č¤¦¤ĖĄ½ÉŹ¤Ė¤č¤Ć¤Ę¤ĻĄŚŗļ„ķ”¼„ģ„ƄȤĒ¤Ļ
²Ć¹©½ŠĶ褏¤¤¤ā¤Ī¤āĶ¤ź¤Ž¤¹¤¬¾ņ·ļ¤µ¤Ø¹ē¤Ø¤Š¤«¤Ź¤źåŗĪļ¤Ė²Ć¹©¤Ē¤¤Ž¤¹”£

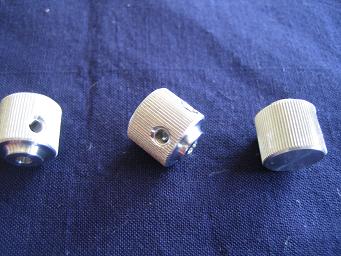
ŗ£²ó¤ĪÉōÉŹ¤Ļ²£¤Ė2²Õ½źM3„æ„Ć„×²Ć¹©¤¬¤¢¤ź„Š„ź¤¬æ“ĒŪ¤Ē¤·¤æ¤¬
ĢäĀź¤Ź¤ÆåŗĪļ¤Ė²Ć¹©¤Ē¤¤Ž¤·¤æ”£