




¤¢¤ź¤¬¤æ¤¤„¢„É„Š„¤„¹
ŹĄ¼Ņ¤Ē²Ć¹©¤·¤Ę¤¤¤ė£Ó£³£µ£Ć²Ć¹©ÉŹ¤Ī¤ĪĘĶ¤ĆĄŚ¤ź„Š„¤„Ȥ¬°ŹĮ°¤«¤é
Į“Į³¤ā¤æ¤Ź¤¤»ö¤Ē¤ŗ¤Ć¤Čʬ¤ņŹś¤Ø¤Ę¤¤¤Ž¤·¤æ”£
¼źø¦¤®„Š„¤„ȤŹ¤Ī¤Ē¤¹¤¬”¢¤Ą¤¤¤æ¤¤£²Ęü£±²ó¤ĻŗĘø¦”¢Ā椤»ž¤Ė¤Ļ£±Ęü£±²ó”£
¤½¤·¤Ę„Ü„Ć„Į”ŹĄŚ¤ź»Ä¤·”ĖÉŌ²Ä”£„ķ„ƄȤāĀ椤ĪĢ»ŗÉŹ¤Ź¤Ī¤ĒĢė¤āĢµæĶ¤Ē²Ć¹©¤·¤Ę¤¤¤Ž¤¹”£
Ćė“Ö¤Ļ£²»ž“Ö¤Ė£±²ó¤Ļ³ĪĒ§¤·¤Ę¤¤¤ė¤Ī¤ĒĢäĀź¤Ź¤¤¤Ī¤Ē¤¹¤¬ĢµæĶ¤Ē²Ć¹©¤·¤Ę¤¤¤ėĢė¤Ė
„Š„¤„Č”ŹæĻŹŖ”Ė¤¬·ē¤±¤Ę¤·¤Ž¤¦¤Č„Ü„Ć„Į”¢„Š„ź¤¬ČÆĄø¤·¤Ę¼źÄ¾¤·Ėō¤ĻĒĖ“ž¤¹¤ė±©ĢܤĖ”¦”¦”¦”£
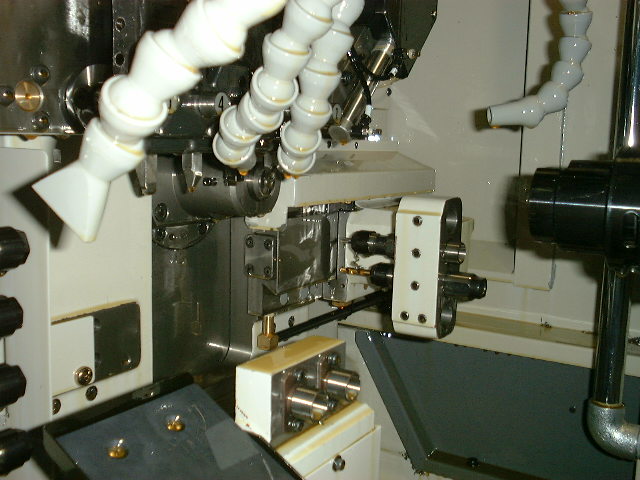
¤½¤³¤ĒŹĄ¼Ņ£Č£Š¤ČĮźøß„ź„ó„Ƥ·¤Ę¤¤¤ė„Š„¤„Č„į”¼„«”¼¤ĪĀēĄ®»ŗ¶Č¤µ¤ó¤Ė„¢„É„Š„¤„¹¤ņÄŗ¤Æ»ö¤Ė¤·¤Ž¤·¤æ”£
ŗą¼Į”¢²Ć¹©·Į¾õ”¢ø½¾õ¤ņĄāĢĄ¤¹¤ė¤ČĀēĄ®»ŗ¶Č¤µ¤ó¤Ī¤Ŗ“«¤į¤Ī„Š„¤„Č”ŹæĻŹŖ”Ė¤ņ¶µ¤Ø¤Ę¤Æ¤ģ¤Ž¤·¤æ”£
¤µ¤Ć¤½¤ÆĆķŹø¤·¶µ¤Ø¤Ę¤ā¤é¤Ć¤æ²Ć¹©¾ņ·ļ¤Ē²Ć¹©¤·¤Ę¤ß¤æ”£
¤µ¤¹¤¬„Š„¤„Č„į”¼„«”¼”Ŗŗ£¤Ž¤Ē¤Č¤ĻĢĄ¤é¤«¤Ė°ć¤¤£²”Į£³ĒܤĻ¤ā¤Ä¤č¤¦¤Ė¤Ź¤ź¤Ž¤·¤æ”£
¤³¤ģ¤Ē²Ć¹©¤Ė“Ų¤¹¤ė¼ź“Ö¤ā·ćøŗ”¢Ģė¤āæ“ĒŪ¤Ź¤ÆĀøŹ¬¤Ė²Ć¹©¤Ē¤¤Ž¤¹”£
¤³¤³¤ĒµæĢ䤬”¦”¦”¦”£
„Į„ƄפĪ¾ģ¹ē¤ā²Ć¹©ŗą¼Į”¢·Į¾õ”¢¤ņĄāĢĄ¤·¤Ę²Ć¹©¾ņ·ļ¤ņ„¢„É„Š„¤„¹¤·¤Ę¤ā¤é¤¦»ö¤āŗĒ¶į¤Ļ¤č¤Æ¤¢¤ė¤Ī¤Ą¤¬”¢
¤Ź¤¼¤«¤¤¤Ä¤ā„¤„Ž„¤„Į”£·ė¶É¤Ļ¼«Ź¬¤Ē²Ć¹©¾ņ·ļ¤ņƵ¤¹»ö¤¬¤Ū¤Č¤ó¤É¤Ē¤¹”£
²æ¤¬°ć¤¦¤ó¤Ą¤ķ¤¦”©
„Į„ƄפĻ²Ć¹©µ”³£¤¬Āē·æ¤Ī£Ī£ĆĄūČפā¤·¤Æ¤ĻøĒÄź·æ¤Ī£Ī£ĆĄūČפņ„攼„²„ƄȤĖ¤·¤Ę¤¤¤ė¤«¤é
¾ņ·ļ¤¬¤Ź¤«¤Ź¤«¹ē¤ļ¤Ź¤¤¤Ī¤Ą¤ķ¤¦¤«”©¤¦¤Į¤Ī¤Ļ¾®·æ”Ź¶Č³¦¤ĪĆę¤Ē¤Ļ”Ė¤Ī£Ī£ĆĄūČפĄ¤·”¦”¦”¦”£
ŹĄ¼Ņ¤Ē¤ĻĘńŗļŗą¤Ī²Ć¹©ø«ĄŃ¤ź¤¬Įż¤Ø¤Ę¤Æ¤ėĆę¤Ē„Į„Ƅפņ¤Ź¤«¤Ź¤«Ķøś¤Ė»Č¤Ø¤Ę¤¤¤Ź¤¤¤Ī¤¬ĢäĀź¤Ē¤¹”£
²æ²ó¤«µ»ö¤Ė¤·¤Ę¤¤¤Ž¤¹¤¬¤³¤ģ¤ĻĮįµŽ¤Ėø¦µę¤ņ¤·¤Ę²ņ·č¤·¤Ę¤¤¤«¤Ź¤±¤ģ¤Š¤Ź¤é¤Ź¤¤Ģä¤Č“¶¤ø¤Ę¤¤¤Ž¤¹”£
TrackBacks
TrackBack URL : http://uriu-ss.jpn.org/xoops/modules/wordpress/wp-trackback.php/170
¤³¤ĪÅź¹Ę¤Ė¤Ļ”¢¤Ž¤Ą„³„į„ó„Ȥ¬ÉÕ¤¤¤Ę¤¤¤Ž¤»¤ó
